.png)
.png)
.png)

.png)












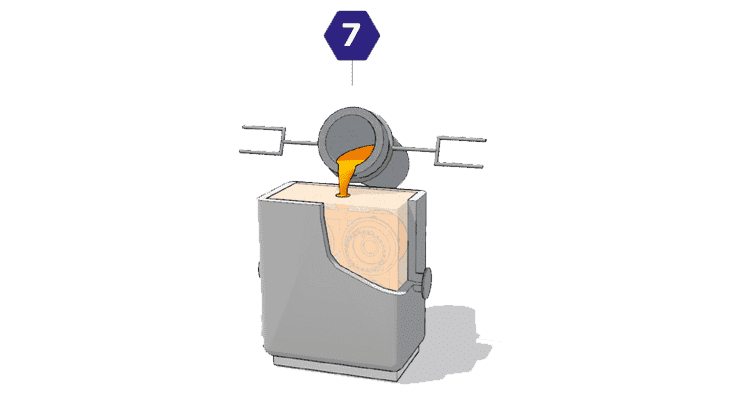
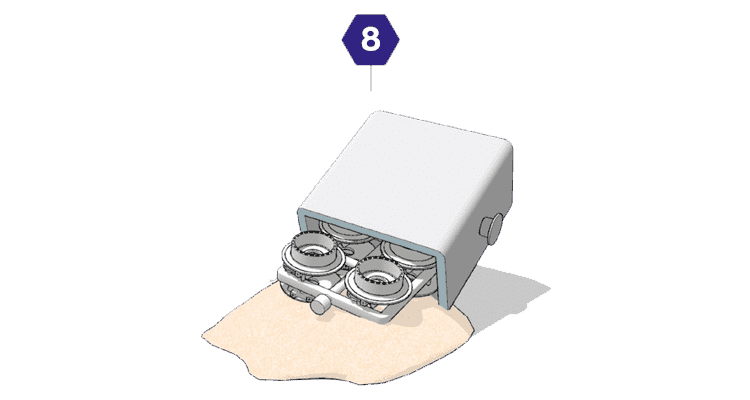
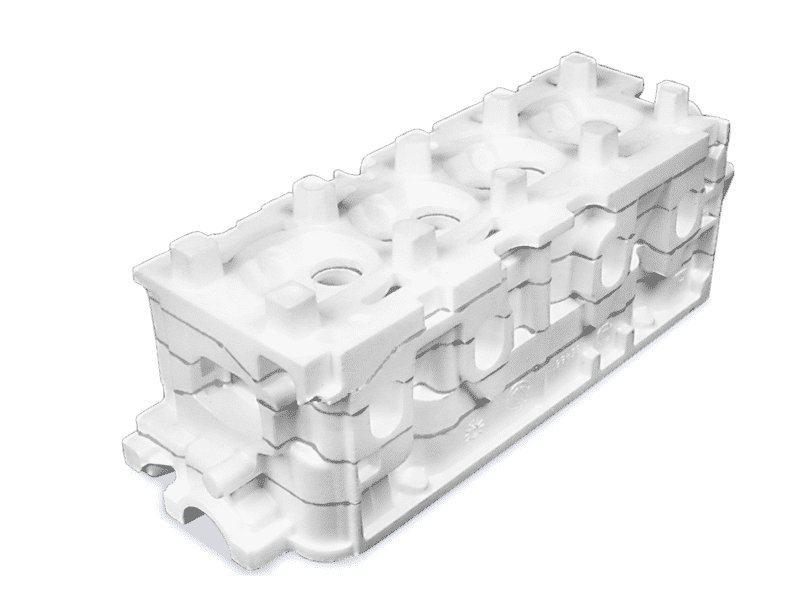
Изготовление модели отливки
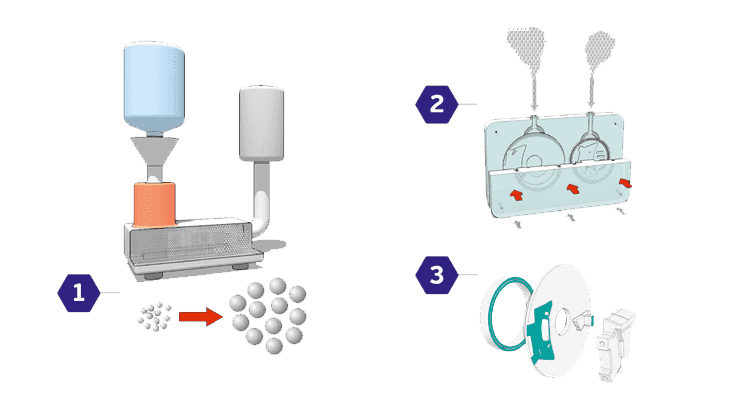
Производство отливок методом литья по газифицируемым моделям начинается с производства моделей будущей отливки из специализированного литейного полистирола.Предвспененный полистирол задувается в формообразующую полость пресс-формы, где обрабатывается паром. Гранулы полистирола окончательно вспениваются, стенки гранул спекаются, образуя монолитную модель.